Configurations & Naming
Naming Formula
“Kleerdex™ Panel”
+
(size: W x L mm (in))
+
(thickness: mm (in))
+
Inserts: Translucent Colored Films (up to 3)
=
Digital Woven Film (1)
=
Digital Hi-Res Film (1)
+
Texture / Texture
Example (metric):
Kleerdex™ Panel 1220 x 2438.4mm 3.810mm LEM+MIM+POM SAT/SAT
Example (imperial):
Kleerdex™ Panel 48 x 96in 0.150 in LEM+MIM+POM SAT/SAT
Texture Abbreviations
Panel Sizes
Nominal Combinations
Dual Sided
| TEXTURE | TEXTURE DIRECTION | PANEL SIZE (W VS L) | NOMINAL THICKNESSES OFFERED |
|---|---|---|---|
| Satin (SAT) | Non-Directional | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Brushed (BRU) | Length | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Flax (FLA) | Non-Directional | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Glacial (GLA) | Non-Directional | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Zuri (ZRI) | Length | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Diamonds (DIA) | Non-Directional | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
| Vena (VNA) | Non-Directional | 1220 x 2438.4mm | 1.5mm, 2.0mm, 3.0mm, 4.0mm, 6.0mm |
High Depth Single Sided
| TEXTURE | TEXTURE DIRECTION | PANEL SIZE (W VS L) | NOMINAL THICKNESSES OFFERED |
|---|---|---|---|
| Rain (RAI)* | Length | 863.6 x 2438.4mm | 3.0mm, 6.0mm |
| Groove (GRO)* | Length | 1168.4 x 2438.4mm | 3.0mm, 6.0mm |
| Divot (DVT)* | Non-Directional | 863.6 x 2438.4mm | 3.0mm, 6.0mm |
| Ice Cube (IC)* | Non-Directional | 1168.4 x 2438.4mm | 3.0mm, 6.0mm |
*Only available with one side textured in 3mm (.118”) and 6mm (0.236”) thickness panel.
*Only available with Glacier and Translucent colored films, not available with Digital Hi-Res or Digital Woven.
Translucent Colored Films
*up to 3 may be inserted
on 3mm, 4mm, or 6mm
nominal thickness panels
| FILM NAME | ABBREVIATION | FILM NAME | ABBREVIATION | FILM NAME | ABBREVIATION |
|---|---|---|---|---|---|
| Agave | AGV | Lago | LAG | Phantom | PHA |
| Bermuda | BER | Lemon | LEM | Pomegranate | POM |
| Blush | BLU | Mimosa | MIM | Sahara | SAH |
| Calypso | CAL | Nutmeg | NUT | Santorini | SAN |
| Clover | CLO | Olive | OLV | Seaglass | SEA |
| Cornflower | COR | Olivewood | OLW | Spice | SPI |
| Denim | DEN | Orchid | ORC | Sunflower | SFL |
| Gunmetal | GUN | Pacific | PAC | Sunset | SST |
| Honeydew | HON |
Film Insert Panel Thickness Guidelines
- Colored film inserts add 0.25mm (0.010″) to the nominal panel thickness. A maximum of 3 colored film inserts may be added to panels.
- Digital Woven insert adds 0.12mm (0.005″) to the nominal panel thickness.
- Hi-Res Film insert adds 0.69mm (0.027″) to the nominal panel thickness.
- Inserts are specified with 3mm, 4mm, and 6mm panels where two KYDEX® FST CLR sheets are used.
- High depth single sided textures are limited to colored inserts and cannot be combined with Hi-Res or Digital Woven artwork.
*Only available with Glacier and Translucent colored films, not available with Digital Hi-Res or Digital Woven.
Nominal Thicknesses for Panel Configurations
Kleerdex™ Panel Clear (Glacier) ONLY
| Kleerdex™ Panel Clear (Glacier) ONLY | inches | mm |
|---|---|---|
| Kleerdex™ Panel 1220 x 2438.4mm 1.5mm (0.059 in) Glacier Texture/Texture | 0.059 | 1.500 |
| Kleerdex™ Panel 1220 x 2438.4mm 2mm (0.079 in) Glacier Texture/Texture | 0.079 | 2.000 |
| Kleerdex™ Panel 1220 x 2438.4mm 3mm (0.118 in) Glacier Texture/Texture | 0.118 | 3.000 |
| Kleerdex™ Panel 48in x 96in 4.1mm (0.163 in) Glacier Texture/Texture | 0.163 | 4.140 |
| Kleerdex™ Panel 48in x 96in 6.1mm (0.241 in) Glacier Texture/Texture | 0.241 | 6.120 |
Kleerdex™ Panel with 1 Colored Translucent Film
| Kleerdex™ Panel with 1 Colored Translucent Film | inches | mm |
|---|---|---|
| Kleerdex™ Panel 48in x 96in 3.30mm (0.130 in) Film Texture/Texture | 0.130 | 3.300 |
| Kleerdex™ Panel 48in x 96in 4.32mm (0.170 in) Film Texture/Texture | 0.170 | 4.320 |
| Kleerdex™ Panel 48in x 96in 6.30mm (0.248 in) Film Texture/Texture | 0.248 | 6.300 |
Kleerdex™ Panel with 2 Colored Translucent Films
| Kleerdex™ Panel with 2 Colored Translucent Films | inches | mm |
|---|---|---|
| Kleerdex™ Panel 48in x 96in 3.56mm (0.140 in) Film+Film Texture/Texture | 0.140 | 3.560 |
| Kleerdex™ Panel 48in x 96in 4.57mm (0.180 in) Film+Film Texture/Texture | 0.180 | 4.570 |
| Kleerdex™ Panel 48in x 96in 6.55mm (0.258 in) Film+Film Texture/Texture | 0.258 | 6.550 |
Kleerdex™ Panel with 3 Colored Translucent Films
| Kleerdex™ Panel with 3 Colored Translucent Film | inches | mm |
|---|---|---|
| Kleerdex™ Panel 48in x 96in 3.81mm (0.150 in) Film+Film+Film Texture/Texture | 0.150 | 3.810 |
| Kleerdex™ Panel 48in x 96in 4.83mm (0.190 in) Film+Film+Film Texture/Texture | 0.190 | 4.830 |
| Kleerdex™ Panel 48in x 96in 6.81mm (0.268 in) Film+Film+Film Texture/Texture | 0.268 | 6.810 |
Kleerdex™ panel with 1 Hi-Res Film (Dual Sided Textures Only)
| Kleerdex™ Panel with 1 High Res Film | inches | mm |
|---|---|---|
| Kleerdex™ Panel 48in x 96in 3.68mm (0.145 in) Hi-Res “Artwork Name” Texture/Texture | 0.145 | 3.680 |
| Kleerdex™ Panel 48in x 96in 4.70mm (0.185 in) Hi-Res “Artwork Name” Texture/Texture | 0.185 | 4.700 |
| Kleerdex™ Panel 48in x 96in 6.68mm (0.263 in) Hi-Res “Artwork Name” Texture/Texture | 0.263 | 6.680 |
Kleerdex™ panel with 1 Digital Woven Film
(Dual Sided Textures Only)
| Kleerdex™ Panel with 1 Digital Woven Film | inches | mm |
|---|---|---|
| Kleerdex™ Panel 48in x 96in 3.12mm (0.123 in) Digital Woven “Artwork Name” Texture/Texture | 0.123 | 3.120 |
| Kleerdex™ Panel 48in x 96in 4.14mm (0.163in) Digital Woven “Artwork Name” Texture/Texture | 0.163 | 4.140 |
| Kleerdex™ Panel 48in x 96in 6.12mm (0.241 in) Digital Woven “Artwork Name” Texture/Texture | 0.241 | 6.120 |
Quality specifications are available upon request.
Technical Guidelines
Film Insert & Panel Thickness Guidelines
- Each translucent colored film insert adds 0.25mm (0.010″) to the nominal panel thickness.
- Digital Woven insert adds 0.12mm(0.005″) to the nominal panel thickness.
- Hi-Res Film insert adds 0.69mm (0.027″) to the nominal panel thickness.
- A maximum of 3 film colored inserts can be added to panels.
- Inserts can only be specified with 3mm, 4mm, and 6mm panels where 2 sheets of KYDEX® FST CLR are used.
- High depth single sided textures are limited to colored inserts and cannot be combined with Hi-Res or Digital Woven artwork.
Kleerdex™ Color
- KYDEX® FST CLR sheets are measured and controlled prior to the panel press lamination process.
- When films, finishes, and chemical protection is applied to KYDEX® FST CLR, the color and gloss measurements will change.
- The serial production Kleerdex™ panel is compared visually against the Kleerdex™ lab master standard prior to release for shipment.
Traceability
A printed label that includes the work order (lot number) and panel description is placed on the outside masking of each Kleerdex™ panel.
Flammability
A printed label that includes the work order (lot number) and panel description is placed on the outside masking of each Kleerdex™ panel.
- SEKISUI KYDEX does not test each lot of Kleerdex™ for flammability due to small lot size and material expense, in addition, the test is not required for lot release for the FAA.
- If flammability coupons are required for OEM qualification, they are reviewed on a case by case basis. Some coupons may be sourced from off-cuts and in some cases must be sourced from good panels. In most cases, unless previously agreed to, flammability material is not provided FOC.
- To maximize testing effectiveness, the OEM may test the material for future releases. – KYDEX® performs a flammability test for each KYDEX® FST CLR campaign production.
- Additionally, Kleerdex™ panels have been tested in various combinations, and the results are well below the thresholds for FAR 25.853 a, d IV flammability requirements. Indicative test results are provided upon request and are listed below:
| 60 SECOND VERTICAL BURN FAR 25.853 (A) (I) | OHIO STATE HEAT RELEASE FAR 25.853 (D) PART IV | SMOKE DENSITY FAR 25.853(D) PART V | |||||
|---|---|---|---|---|---|---|---|
| BURN TIME (SEC) | LONGEST BURNING PARTICLE | BURN LENGTH (in) | PEAK<br>HR (kW/m2) | 2 MIN TOTAL (kW min/m2) | (Ds @ 4.0min) | PASS/FAIL | |
| Kleerdex™ Panel 1220mm x 2438.4mm x 3.683mm Hi-Res: RAINDROPS SAT/SAT | 0 | None | 1 | 47.2 | 22.6 | 45 | Pass |
| Kleerdex™ Panel 1220mm x 2438.4mm x 6.299mm GRA GRO/SAT | 0 | None | 0.7 | 40.2 | 18.8 | 20 | Pass |
| Kleerdex™ Panel 863.6mm x 2438.4mm x 6.553mm SPI+PER DVT/SAT | 0 | None | 0.7 | 36.1 | 23.6 | 21 | Pass |
| Kleerdex™ Panel 1220mm x 2438.4mm x 3.810mm LAG+PER+MUL GLA/GLA | 0 | None | 1.3 | 44.6 | 30.3 | 67 | Pass |
| Kleerdex™ Panel 1220mm x 2438.4mm x 6.121mm Digital Woven: Modern Linen FLA/FLA | 0 | None | 1 | 36.3 | 17.4 | 18 | Pass |
| Kleerdex™ Panel 1220mm x 2438.4mm 2.007mm Glacier SAT/SAT | 0 | None | 1.05 | 31.45 | 30.7 | 24 | Pass |
| Kleerdex™ Panel 1220mm x 2438.4mm 2.997mm Glacier SAT/SAT | 0 | None | 0.3 | 29.2 | 28.1 | 19 | Pass |
Physical Properties
- REACH and SDS documents for Kleerdex™ panels and KYDEX® FST CLR are available upon request.
- For physical and mechanical performance criteria for material and part design, please review the KYDEX® FST CLR technical data sheet. This material comprises 99% of Kleerdex™ panel stack-ups, so the TDS includes all properties except for chemical resistance. Chemical resistance is increased in our Kleerdex™ panels through additional layers within the stack-up.
Drape Forming Processing & Preparation
Drying:
- Pre-dry material without the masking (masking is on both sides) at 185 F° for 24 hours
- Higher (standard PC temperatures) are faster, but may yellow the chemical protection. – Kleerdex™ Custom Translucent panels ship with a protective masking that should not be removed until fabrication is complete. Most Kleerdex™ panels can be fabricated using standard woodworking tools and stone or glass fabrication equipment such as water-cooled stone saws and grinders. Always use clean gloves to handle masked panels.
Drape Forming:
- Temperature range: 370 F° to 390 F° depending of geometry and thickness
- 370 F° (3mm ~ 6 minutes)
- 390 F° (6mm ~ 15 minutes)
Top & Bottom Heater Profile Recommendations
Top Oven
Front
Bottom Oven
Front
Both sides are critical and textured. If textures are different from side to side (deep textures), adjusting the profiles may be required to maintain texture depth.
A good starting temperature profile for forming Kleerdex™ is:
- 45% top heaters (facing primary side of material) and 55% bottom heaters (facing secondary side).
- The distance between the bottom heaters and the sheet is greater than the distance between the top heaters and the sheet.
- Running the bottom heaters at a higher temperature allows the heat to rise and become trapped under the sheet, allowing faster heat absorption, and reducing time.
- Running the top heaters at a lower temperature, reduces the amount of heat applied to the sheet surface, reducing the gloss level.
- To compensate for any air flow across the front of the oven, run the perimeter of the Bottom Oven ovens 5% to 10% higher than the other settings (depending on ambient temperature).
Mold shrinkage
Thermoforming Molds:
Min. draft angle: 3º
Mold shrinkage: 0.5– 1.0%
The minimum recommended radius for simple vacuum forming is generally equal to the thickness of the starting sheet. In addition, an easy to form radius is 4 times the thickness of the starting sheet.
Keep the tool surface polished to maintain sheet texture.
Cooling/De-Molding
To avoid warping and/or distortion:
Allow the surface temperature of the part to cool below 93.3ºC (200ºF) before removing the part from the mold.
Maximum mold temperature should not exceed 93.3ºC (200ºF).
Example of correct drape forming clamp frame setup:

Design Recommendations
- Edge seal any exposed edge (not enclosed by support structure or encasement) to ensure protection against chemical attacks.
- Secure all panels on all sides to avoid risk of cracking due to weight loading
- During installation, avoid striking panels from edges as this will cause delamination.
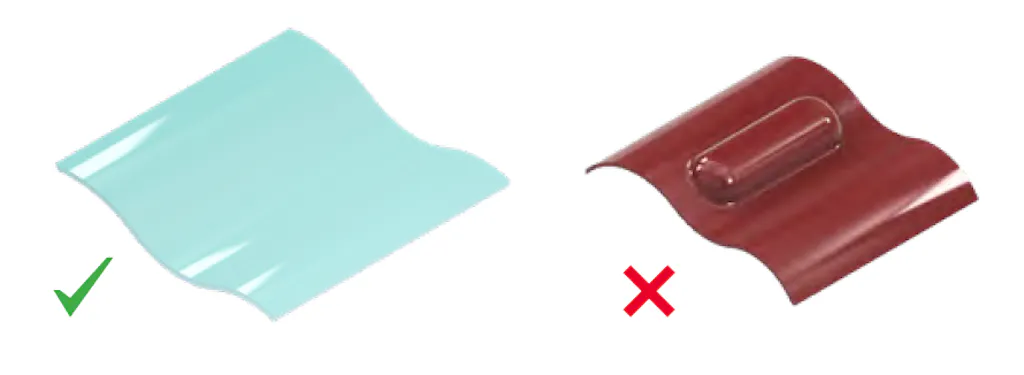
- Two dimensional contours are best for drape forming.
- Three dimensional contours require review for feasibility
- Gentle curves and radius yield better final parts and reproducibility
- High Depth Textures should not be used against the tool side when drape forming.
Tolerances with drape forming will be looser than vacuum forming:
Example: Vacuum forming: +/- 0.010″ Drape Forming: +/- 0.030″

| Kleerdex™ Panel Design Capabilities ■ = Capable [ ] = Not recommended, will void warranty | COLD BENDING | DRAPE FORMING | VACUUM FORMING | PRESSURE FORMING | CNC ROUTING | HORIZONTAL PANEL SAW ROUTING |
|---|---|---|---|---|---|---|
| Kleerdex™ Glacier Panels Standard Texture | ■ | ■ | ■ | ■ | ||
| Kleerdex™ Panel with 1 Colored Translucent Film | ■ | ■ | ■ | ■ | ||
| Kleerdex™ Panel with 2 Colored Translucent Films | ■ | ■ | ■ | ■ | ||
| Kleerdex™ Panel with 3 Colored Translucent Films | ■ | ■ | ■ | ■ | ||
| Kleerdex™ Panel with Digital Hi-Res Film | ■ | ■ | ■ | |||
| Kleerdex™ Panel with Digital Woven | ■ | ■ | ■ | ■ |
Minimum Cold Bend Radius Guidelines
| Minimum Cold Bend Radius Formula | MIN RADIUS | 350 x panel thickness | |||||
|---|---|---|---|---|---|---|---|
| MIN RADIUS WITH INSERTS | 200 x panel thickness | ||||||
| in | 0.059 | 0.079 | 0.118 | 0.163 | 0.241 | ||
| Panel Thickness Clear (Glacier) | mm | 1.499 | 2.007 | 2.997 | 4.14 | 6.121 | |
| in | 20.65 | 27.65 | 41.3 | 57.05 | 84.35 | ||
| MINIMUM COLD BEND RADIUS | mm | 524.65 | 702.45 | 1048.95 | 1449 | 2142.35 | |
| Panel Thickness (3 inserts) | in | 0.15 | 0.19 | 0.268 | |||
| mm | 3.81 | 4.826 | 6.807 | ||||
| MINIMUM COLD BEND RADIUS WITH 3 COLOR INSERTS | in | 30 | 38 | 53.6 | |||
| mm | 762 | 965.2 | 1361.4 |
Routing Recommendations
Routing with sharp, double-edge, solid carbide cutters is the preferred method for cutting Kleerdex™ panels. The recommended bit for use is Onsrud Item No. 52-624 1/4″ Solid Carbide , 2 flute, Upcut O Flute
Router Bit: ¼” bit from Onsrud (P/N: 52-624)
Feeds and Speeds: For a ¼” bit, run at 90 IPM for cutting moves only. Slow down on plunge into the part to a rate of 35 IPM to reduce any heat and vibration. Run spindle at 18,000 rpm in order to remove material quickly (avoiding heat and vibration).
Cutting Holes: Use a circle arc method to cut out the holes. Use a bit smaller than the size of the hole and cut out in a clockwise direction. Drilling or plunge cutting can cause delamination and/or fractures.
Keep Router Bit Clean: It is important to clean the router bit as build up can damage the panels. Testing shows material and masking buildup on the bit can damage the panel by leaving burn marks or cause chattering that leads to delamination around cuts. Watch the bit and consistently blow off any buildup. Stop the machine if masking begins to build up on the bit.
Avoiding Panel Chatter: To avoid any chattering or vibration during cutting, ensure the panel and the parts have enough suction from the router table to remain firmly flat. A jig on the router can be useful.
- Routing with sharp, two-flute, straight cutters at speeds of 16,000 to 25,000 rpm produces smooth edges.
- Spiral-cut router bits are successful depending on the application. It is useful for trimming the edges of flat or formed parts, or parts that are too large or irregular in shape to cut with a band saw.
- Portable, over arm, and small table routers work equally well.
- Feed the sheet slowly to avoid excessive frictional heating, shattering, or chipping.
- Use a suitable jig to support the sheet during routing.
- Use compressed air to cool the bit and to aid in chip removal
Automated Horizontal Panel Saw Recommendations
For straight cuts only:
- Cutting with an automated horizontal panel saw using a 16″ x 100 tooth count carbide tipped blade made for plastics with .125″ – .135″: tooth thickness is an accepted method.
- Use a Tenryu ACRYC RV ISP-400100ABRV2 blade.
- Cut panel on top of a 1/8″ MDF panel.
- Use Climb cutting only
- Feeds and Speeds: Set RPMs to 2200 at a speed of 20ft per min
- Avoid Panel Chipping: Cut the panel with a sheet of 1/8″ MDF underneath to reduce risk of edge chipping and protect the panel surface.
- Keeping Saw Blade Clean: Build up can leave burn marks or cause chattering that leads to panel damage. Watch the blade and consistently blow off any buildup. Stop the machine if masking or debris build up on the blade.
Storage and Handling
Kleerdex™ Custom Translucents are delicate and can damage during handling. SEKISUI KYDEX is not liable for damages in service or handling. Do not strike from the sides as panels can delaminate.
Always:
- Store panels on a flat even surface that is supported across the entire panel.
- Confirm the correct panel orientation (front/back and top/bottom) before fabricating.
- Firmly support the panel and cutting tool to avoid chattering and chipping. Always use a continuous flow of air at the cutting tool to dissipate heat during cutting.
- Remove masking within 90 days of receipt of order.
Do not:
- Slide panels or objects across surface panel.
- Store Kleerdex™ Custom Translucent panels in direct sunlight or moisture or in extreme temperatures above 100° F ( 37° C).
- Remove protective coating (under masking).
- Expose unsealed edges to moisture.
- Expose panels material to solvents or solvent vapors to prevent core materials from moisture.
Mechanical Fastening
If bonding is not practical, Kleerdex™ can be mechanically fastened by following a few simple guidelines:
- Always use vinyl or nylon grommets and washers with through-bolt fasteners and adequate expansion gaps.
- Never over-tighten through-bolt fasteners. This may cause the panels to crack.
- Oversize holes by 1.5mm (1/16in) to allow for dimensional changes from expansion and contraction due to temperature changes. To minimize cracking and stress whitening, use rubber washers in combination with large screw or rivet heads. Do not over-tighten the fasteners.
Staining
- Kleerdex™ Custom Translucents have excellent stain resistance and are easily cleanable.
- The material is impermeable to greases and oils, keeping most staining agents on the surface where they can be easily removed. Most dirt and debris can be easily removed with just soap and water.
- In this cleanability test below, a variety of potential staining agents were applied to the surface (excluding edges) for 24 hours prior to cleaning.
- After 24hrs, the residue was wiped with a dry cloth, followed by a wet cloth, then a mild detergent. Household solvents like isopropyl alcohol, or if needed, stronger solvents such as acetone, toluene or MEK can be used for tough stains.
Cleanability Test
R: stain was fully removed with no trace
S: partially removed with slight shadow after cleaning
NG: not removed
| STAININGAGENT | DRY CLOTH | WET CLOTH | SOAPS/ HOUSEHOLD DETERGENTS | MODERATE HOUSEHOLD SOLVENT | COMMERCIAL CLEANING SOLUTIONS & STRONG SOLVENTS |
|---|---|---|---|---|---|
| Butter | S | R | |||
| Ketchup | NG | S | R | ||
| Chocolate Syrup | S | R | |||
| Coffee | S | R | |||
| Grape Juice | S | R | |||
| Mustard | S | R | |||
| Orange Juice | S | R | |||
| Red Wine | S | R | |||
| Tea | S | R | |||
| Worcestershire Sauce | S | R | |||
| Coke | |||||
| Whiskey | |||||
| Ball point pen | NG | NG | S | S | R |
| Black Crayon | S | R | |||
| Brown Show Polish | NG | NG | R | ||
| Calamine Lotion | S | R | |||
| Lipstick | S | S | R | ||
| Oily Pen | NG | S | R | ||
| Permanent Marker | NG | NG | S | S | R |
Cleaning
Cleaning Chemical resistance refers to the material’s ability to maintain its color, gloss, dimensions, and mechanical properties during and after contact with chemicals.
Chemical compatibility further details the lack of chemical reaction between a material and a chemical under consideration. Kleerdex™ Custom Translucents have high chemical resistance and compatibility with acids, bases, oxidizers, a variety of solvents including polar, non-polar, aromatic, aliphatic, hydrocarbon and chlorinated solvents, and other harsh chemicals.
Even under extreme conditions with high concentrations, extended exposure times, and high temperatures, Kleerdex™ retains all or most of its original properties and appearance.
Short Term Cleaning
| CHEMICAL | DURATION | NO CHANGE | SLIGHT CHANGE |
|---|---|---|---|
| Cleaning | 5 days | ■ | |
| Acetic Acid, Glacial | 5 days | ■ | |
| Bleach | 5 days | ■ | |
| Citric Acid 10% | 5 days | ■ | |
| Ethyl Alcohol | 5 days | ■ | |
| Ethylene Glycol | 5 days | ■ | |
| Sodium Hydroxide | 5 days | ■ |
Long Term Cleaning
| CHEMICAL | DURATION | NO CHANGE | SLIGHT CHANGE |
|---|---|---|---|
| Acetic acid (glacial) | 1 year | ■ | |
| Hydrochloric Acid | 1 year | ■ | |
| Nitric Acid | 1 year | ■ | |
| Phosphoric Acid | 1 year | ■ | |
| Sulfuric Acid | 1 year | ■ |
| CHEMICAL | DURATION | NO CHANGE | SLIGHT CHANGE |
|---|---|---|---|
| Ammonium Hydroxide | 1 year | ■ | |
| Sodium Hydroxide | 1 year | ■ | |
| SOLVENTS | |||
| Isopropanol @75C (167°F) | 1 month | ■ |
| CHEMICAL | DURATION | NO CHANGE | SLIGHT CHANGE |
|---|---|---|---|
| Bleach @75C (167°F) | 1 month | ■ | |
| Phenol | 1 year | ■ | |
| Sodium Chloride | 1 year | ■ |