Maintains Properties
Mechanical properties, durability, and longevity
Design Benefits
Possibilities are virtually limitless
Introduction
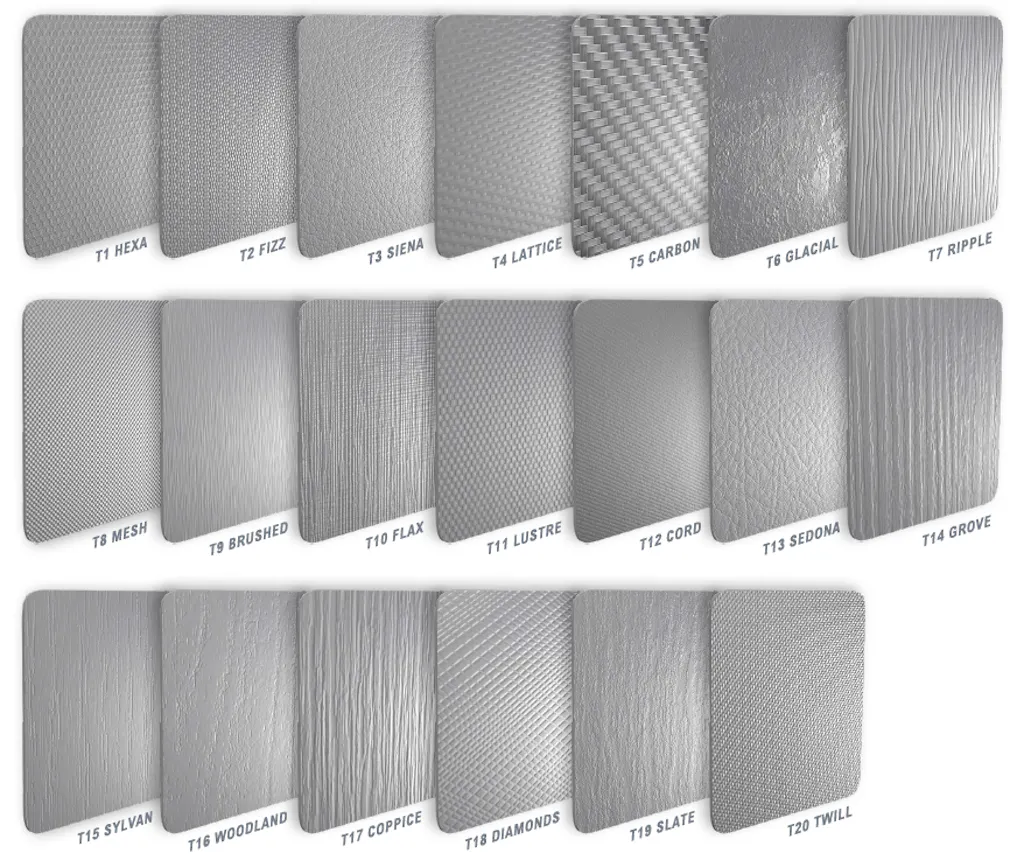
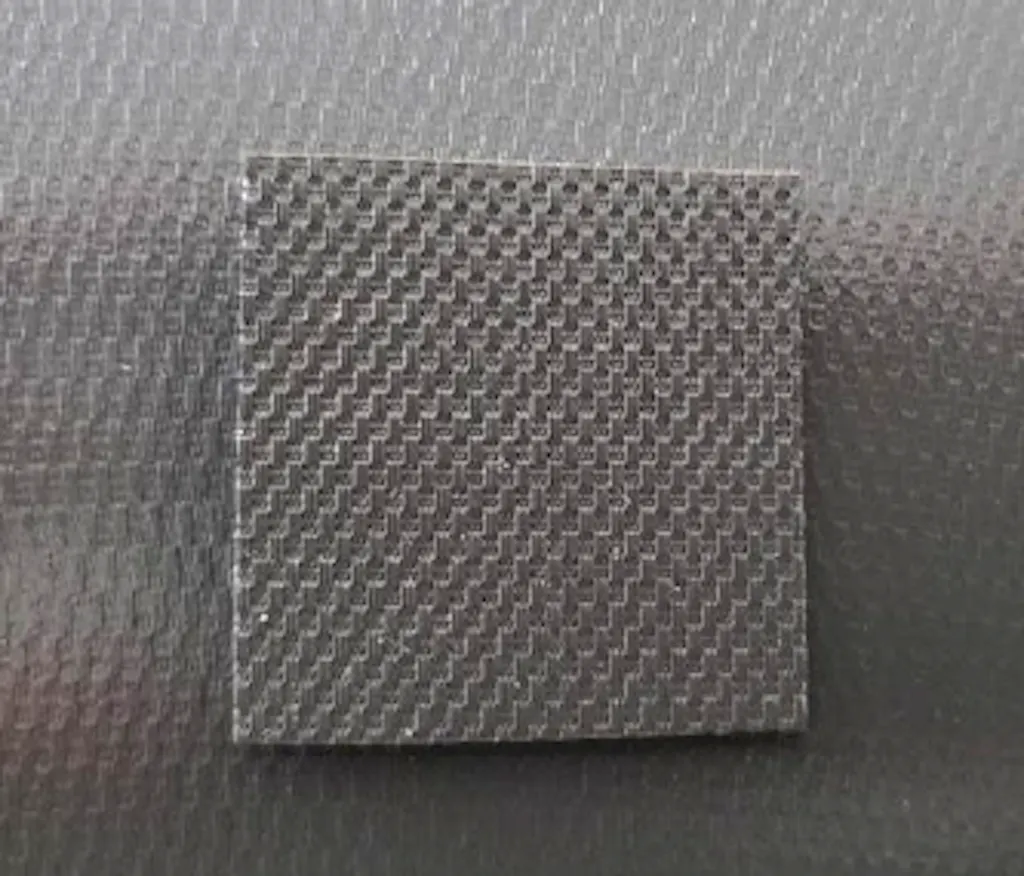
KYDEX® Thermoplastics are available in multiple textures to promote innovative tactile design.
Traditionally, texture has been chosen for its aesthetics or functional characteristics, like improving the durability of the surface. However, customized texture can also be used to communicate the brand story, and enhance the mood and experience of the consumer.
Sheet Texture vs In-Mold Texture
Texture is achieved using a variety of manufacturing processes – most commonly, during thermoplastic sheet production or the thermoforming process.
- Sheet texture is produced by embossing the texture onto the thermoplastic sheet in production
- In-mold texture is created by forming onto a tool with a textured surface through the thermoforming process.
| Sheet Texture | In-Mold Texture | |
|---|---|---|
| When | Sheet production | Part production (Thermoforming) |
| How | Embossing rolls<br>Textured plates | Texture on tool surface |
| Thermoformer<br>Requirements | None – standard<br>thermoforming equipment | Pressure forming equipment |
| Tooling<br>Considerations | Standard male/female vacuum tools | Pressure tools designed for contact<br>with primary part surface;<br>primarily female tooling |
| Finished Part<br>Texture | Part texture will stretch;<br>distortion is proportional to draw<br>ratio and geometry of tooling | Part texture will match<br>tooling texture;<br>no stretch or distortion |
Considerations
DEPTH OF DRAW
(Texture Stretch)
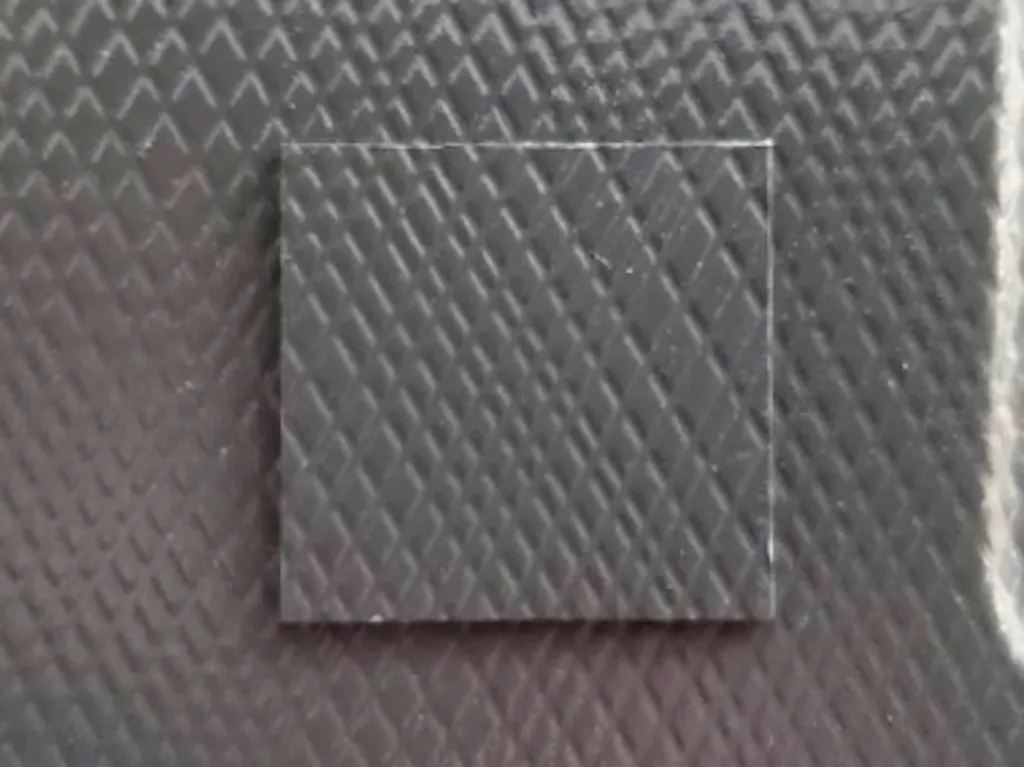
As thermoplastic sheet with decorative texture is formed into 3D shapes, the texture will stretch with the substrate.
The amount of texture stretch is proportional to the depth of draw. The deeper the draw, the greater the texture stretch and potential for texture wash out.
Flat sheet, no distortion
Texture distortion on 1 ½”
part draw
Texture distortion on 2 ½ – 3″ part draw
Texture distortion on 4 – 5″
part draw
PART GEOMETRY
(Texture Distortion)
Part geometry affects the appearance of decorative texture on the final part.
Texture distortion increases with more complex designs and multi-angle features.
Texture distortion of a linear pattern on a curved geometry

Texture distortion of a linear design on a multi-angled part
Texture curves on parts with rounded features
LINEAR VS. RANDOM TEXTURE DESIGN
The depth of draw and overall part geometry will affect decorative texture designs differently.
Linear designs are the most affected, especially on parts with complex geometries or deeper draws. Texture stretch and distortion are less noticeable in random designs, which are preferable for parts with deep draws or complex geometry.
Decorative texture distortion on a curved part
Decorative texture distortion on a multi-angled part
Cleanability
The ability to keep the surface clean and free from debris is key when selecting a decorative texture design.
Consider the following:
- Panel location
- Exposure to potential staining agents and contaminates
- Cleaning and frequency
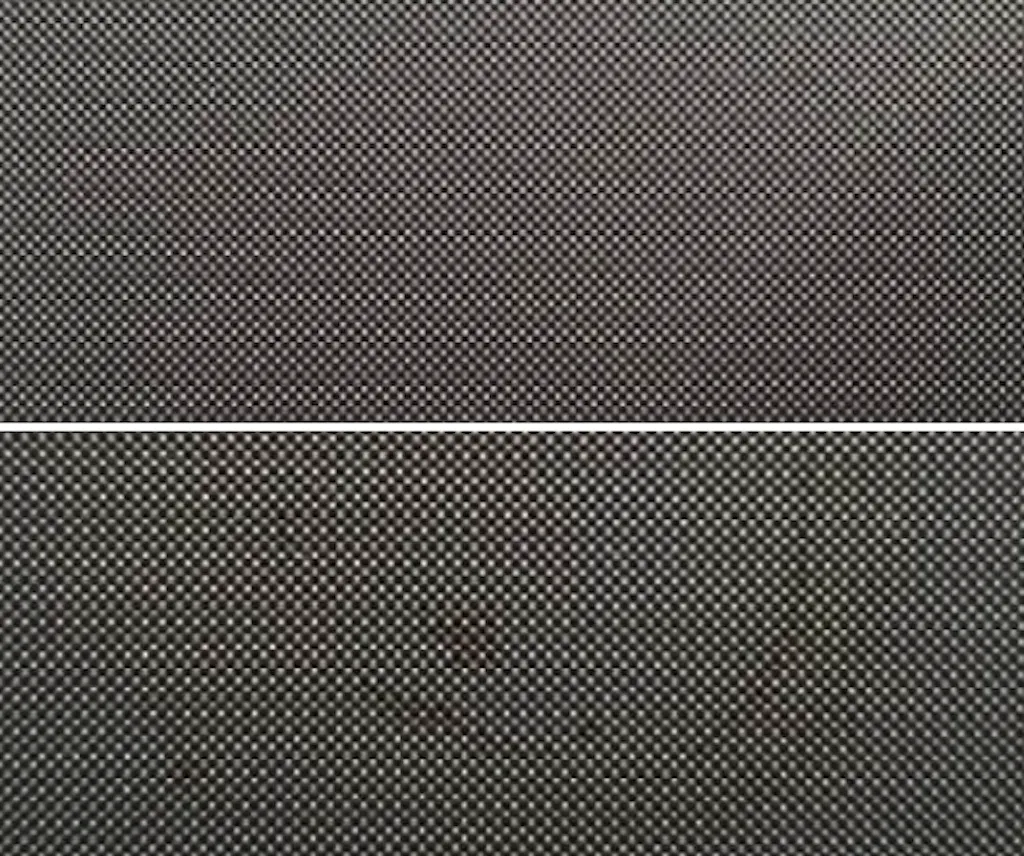
DIRT/DEBRIS
The ease of cleaning tends to be proportional to the depth of texture.
More shallow textures are typically easier to clean.
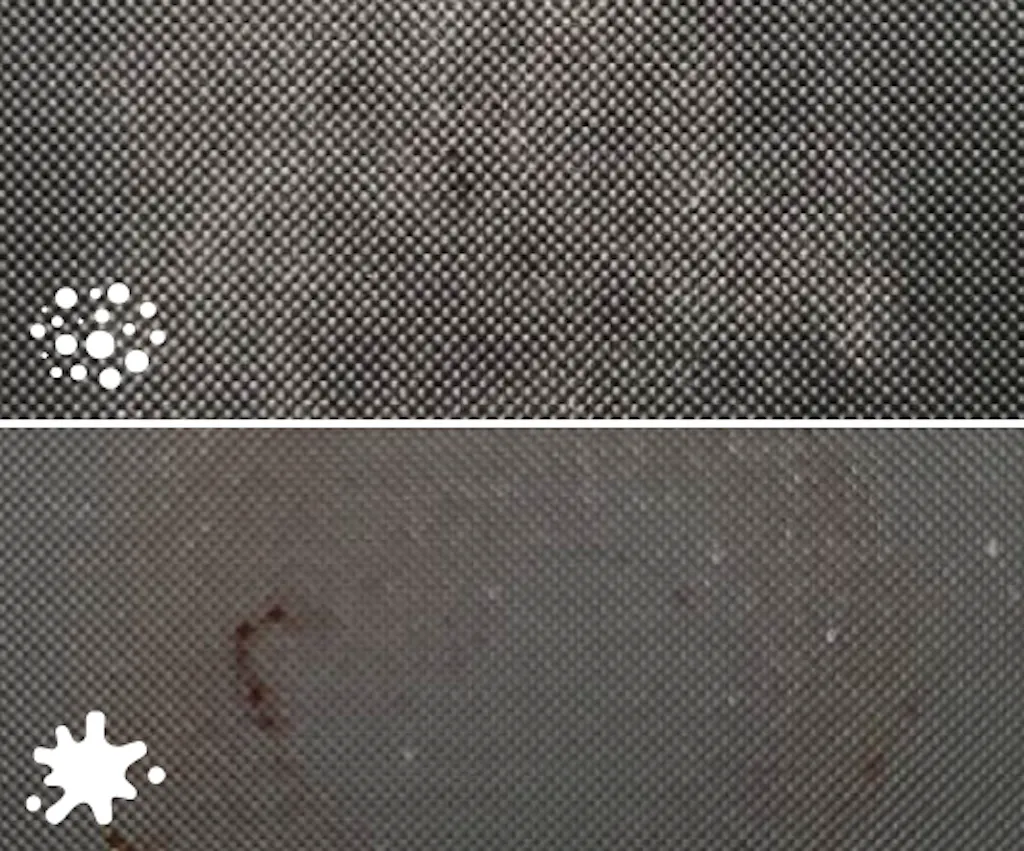
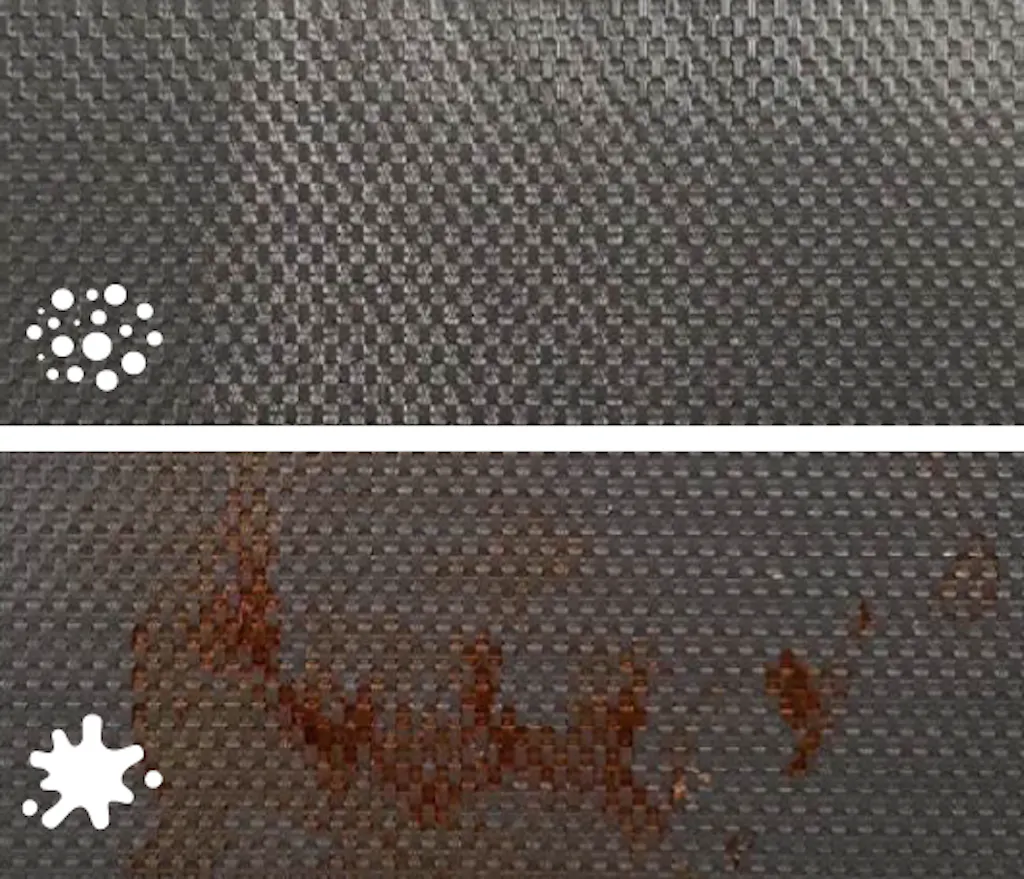
STAINING AGENTS
Textures may require additional cleaning if wiping the surface is insufficient.
Staining agents like food or dried liquid may require scrubbing or the use of a liquid cleaner.
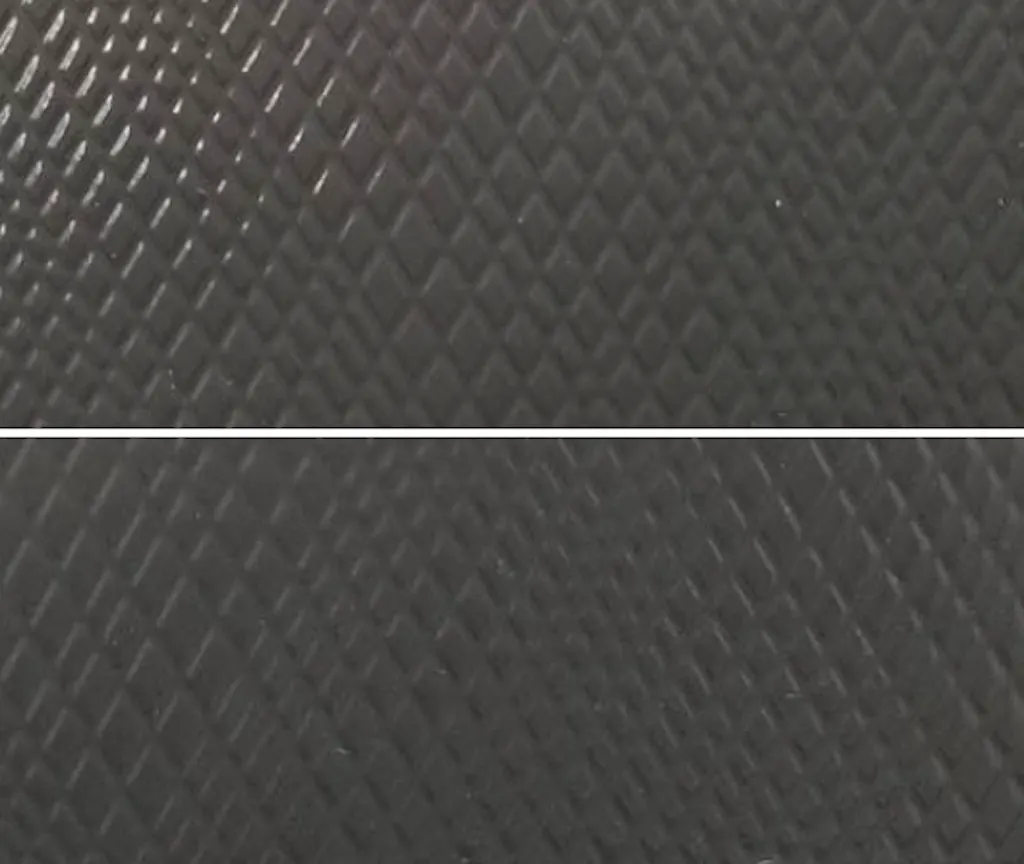
SHALLOW TEXTURE
Deeper textures tend to require additional cleaning, while designs with open valleys and rounded features are easier to clean.
SOILED SURFACE
WET CLOTH WIPE
CLEANING SPRAY USED
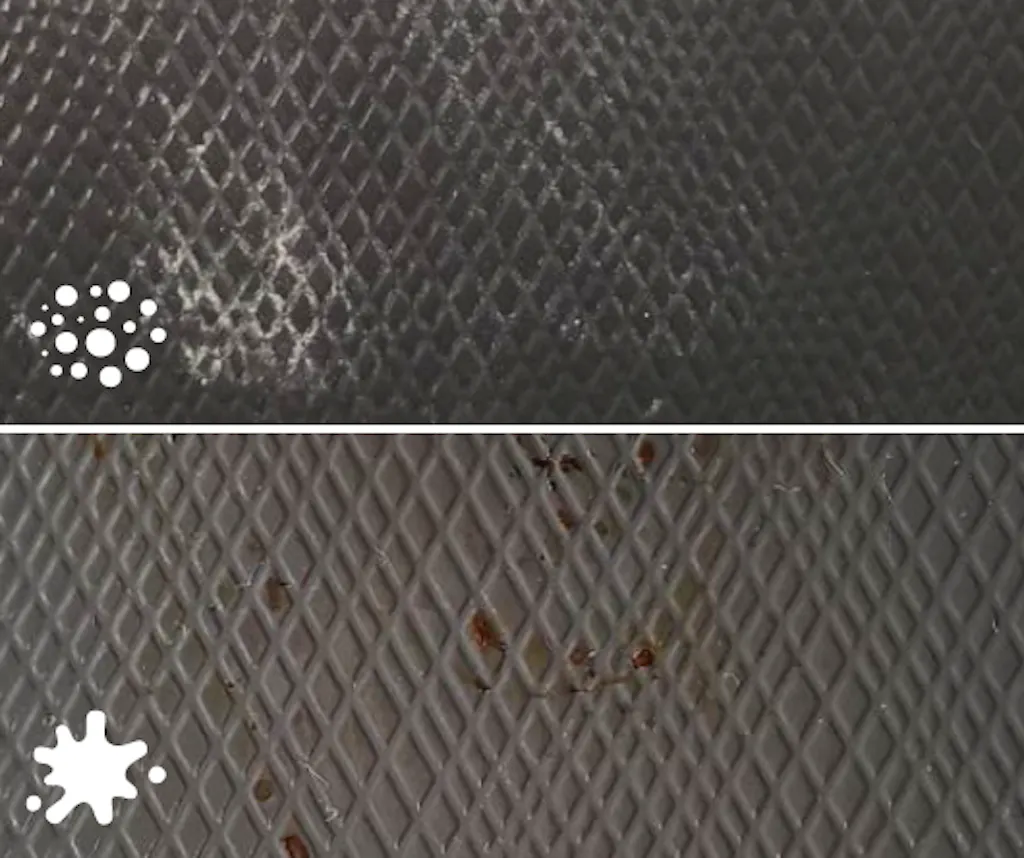
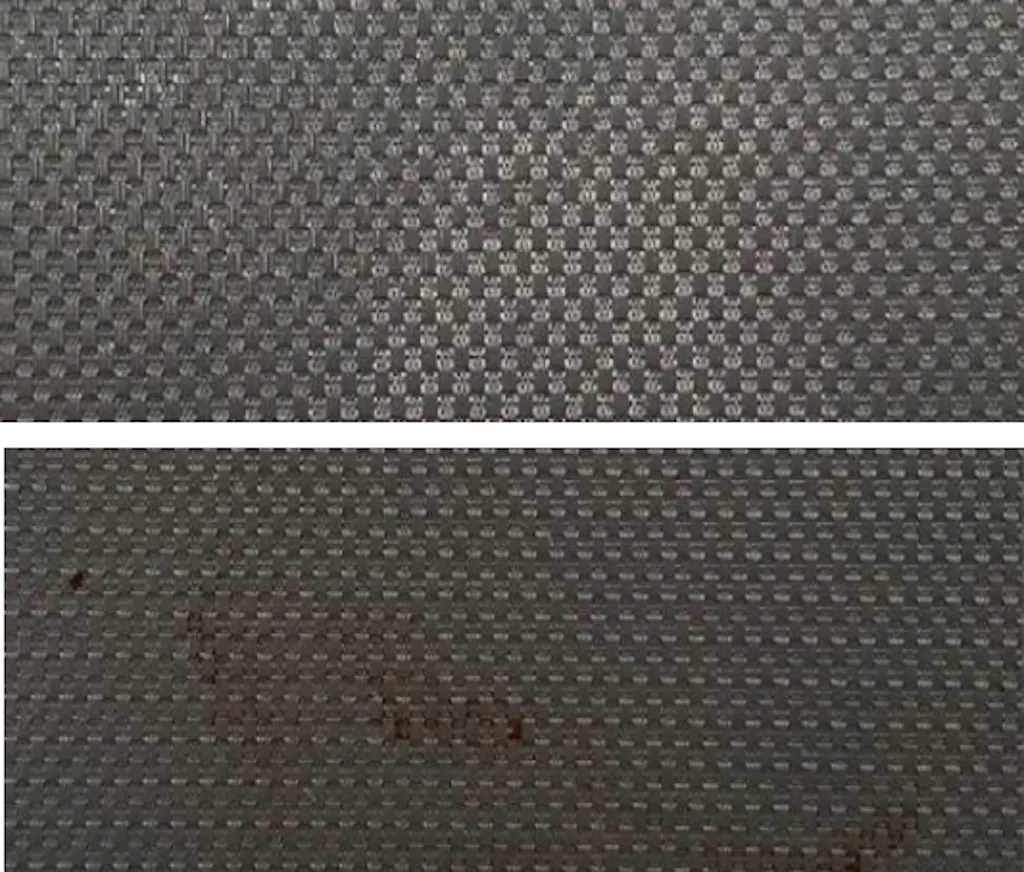
MEDIUM TEXTURE
SOILED SURFACE
WET CLOTH WIPE
CLEANING SPRAY USED
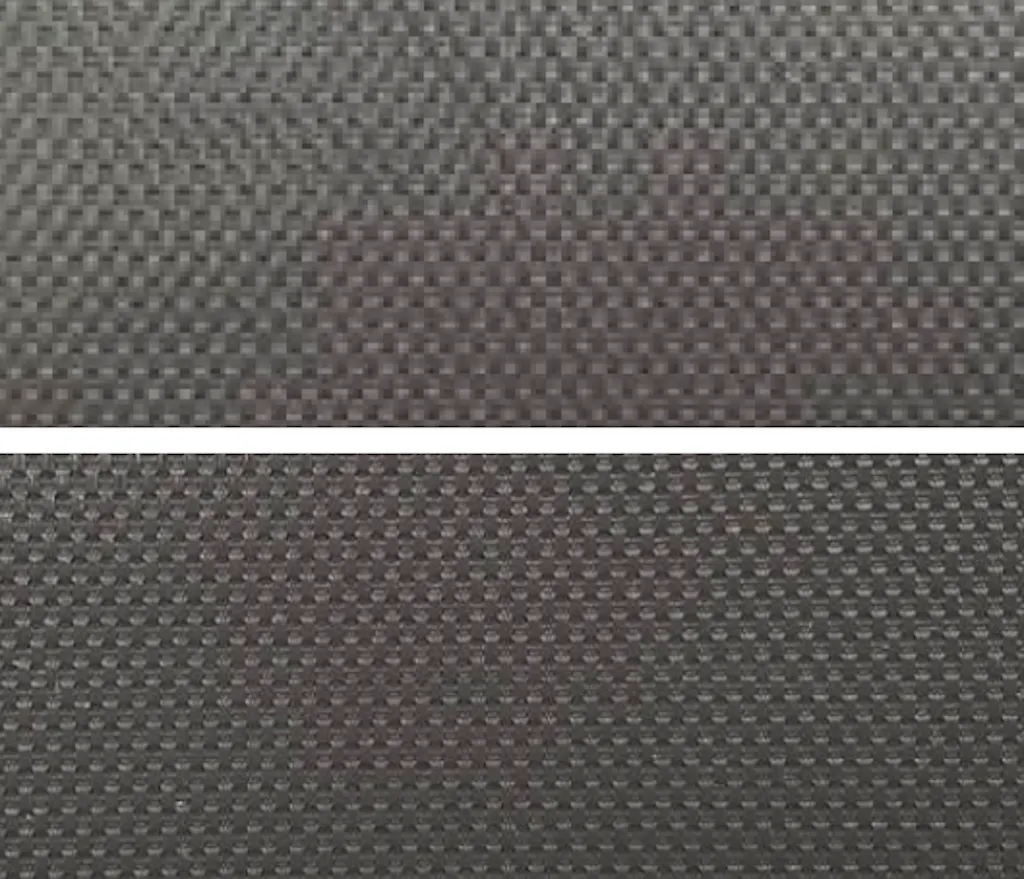
DEEPER TEXTURE
Geometries that enclose valleys or square features may entrap dirt and require additional scrubbing to clean.
SOILED SURFACE
WET CLOTH WIPE
CLEANING SPRAY USED
Process Optimization
Early collaboration with appLab™ and the selected thermoformer is recommended when specifying decorative textures.
Optimize tool and part design to reduce texture stretch and distortion.
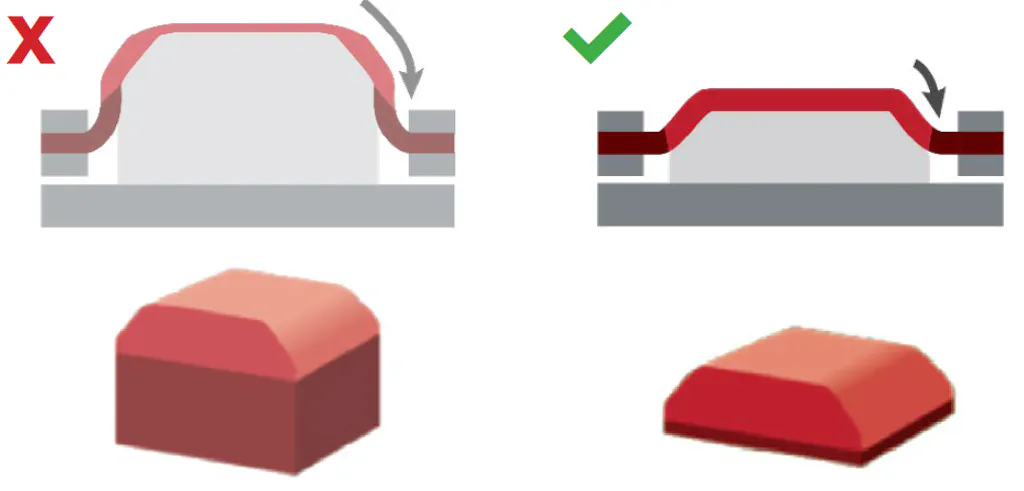
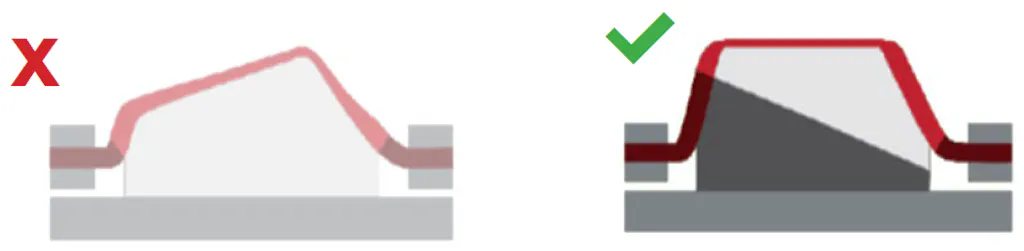
REDUCING TRIM LINE
Minimizing the line of the formed part will reduce the height of the tool. By reducing the depth of draw, the finished part texture stretch is minimized.
RECOMMENDED
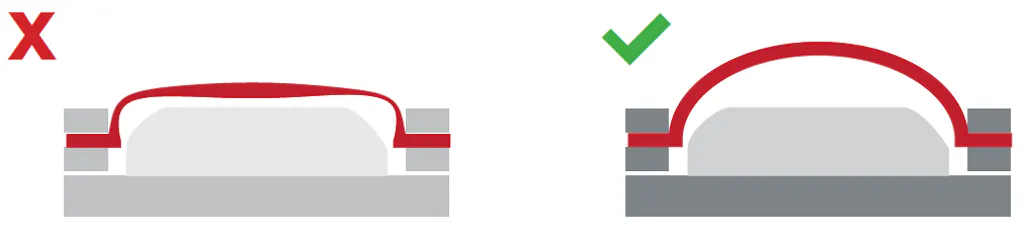
SYMMETRICAL TOOL DESIGN
Symmetrical tooling promotes more even texture with less stretch and distortion across the entire part.
RECOMMENDED
MATERIAL PRE-BLOW
Pre-blowing the material during the forming process prevents texture stretch and distortion by distributing the entire sheet more evenly over the tooling.
RECOMMENDED
SPLITTING PART DESIGN
To reduce texture stretch and distortion, split up parts with a large depth of draw or asymmetrical geometry.
RECOMMENDED
